What is the difference between PCB depaneling and PCB profiling?
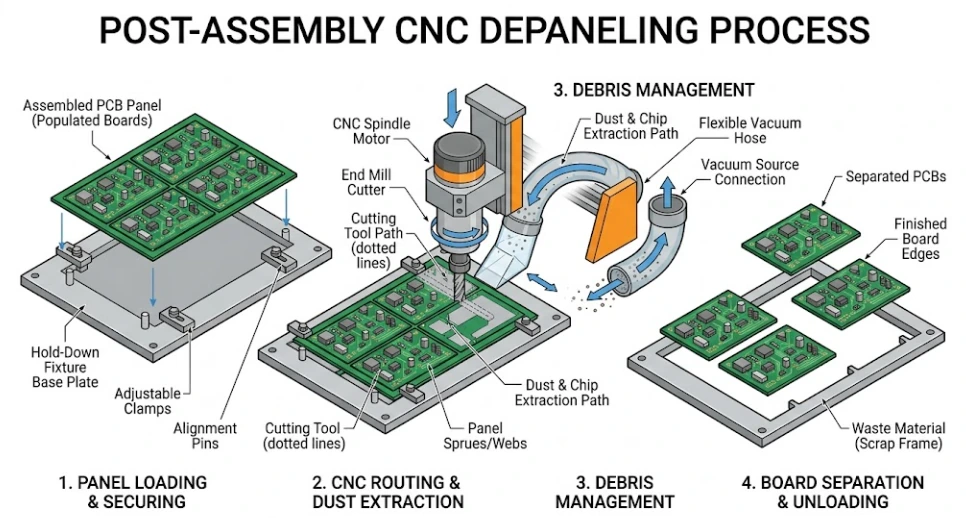
PCB profiling refers to cutting the board outline shape during fabrication - the process of creating the finished board perimeter from a larger manufacturing panel. PCB depaneling specifically refers to separating individual boards from a panel array that has been assembled (SMT soldered) as a unit. Both use the same methods (CNC routing, V-score, laser), but profiling happens during bare-board fabrication and depaneling happens after assembly. The terms are often used interchangeably in casual usage, but in a production context they describe different process steps with different quality implications - depaneling after assembly requires zero-stress methods to protect solder joints.
What PCB depaneling methods do you offer?
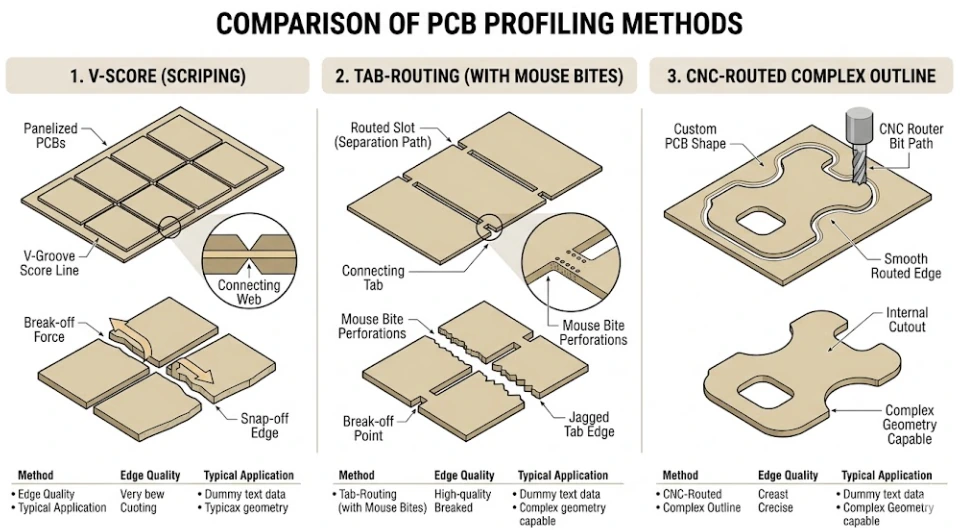
We offer five PCB singulation methods: (1) CNC routing - any shape, ±0.1 mm accuracy, suitable for all materials; (2) V-score / V-cut - straight lines only, maximum panel utilization, lowest cost for rectangular boards; (3) tab routing with mouse-bite perforations - any shape with panel retention for SMT assembly; (4) UV laser depaneling - zero mechanical stress, ±0.05 mm accuracy, required for flex and thin boards; (5) punch / die cut - high-volume flex PCB singulation. We recommend the optimal method based on board geometry, material, production volume, and assembly requirements during DFM review.
What is V-score (V-cut) PCB and how does it work?
V-score (also called V-cut or V-groove) is a panel separation method where a rotary blade scores a V-shaped groove from both sides of the PCB panel along the intended board separation line. The blade does not cut all the way through - it leaves a 0.3-0.5 mm residual web of material that holds boards together during SMT assembly. After assembly, the boards are separated by applying a bending force along the score line, snapping the residual web cleanly. V-score is the most cost-effective depaneling method for rectangular boards because it requires no gap between boards (unlike CNC routing, which removes a 1.6-2.4 mm kerf). V-score is limited to straight separation lines and requires ≥0.5 mm component clearance from the groove center line.
What are mouse-bite holes in PCB tab routing?
Mouse-bite holes (also called stamp holes or breakaway perforations) are a row of small non-plated through-holes (typically 0.5-0.6 mm diameter, spaced 0.75-1.0 mm apart) drilled along the intended breakaway line in a tab-routed PCB panel. The perforations are placed within the 2.0-3.0 mm connection tab that holds the board to the panel rail. When the board is separated from the panel after assembly, the perforations act as a tear-line - the board snaps cleanly along the hole row with moderate force. Mouse-bite tabs leave a small nub at each tab location that can be trimmed if needed. The breakaway force is controlled by adjusting hole spacing - closer holes require less force but may cause premature separation during assembly handling; wider spacing increases force but improves panel rigidity. Mouse-bite tabs are the preferred method when boards are non-rectangular but must still be held in a panel array for SMT assembly.
What is PCB castellation (edge plating)?
PCB castellation refers to copper-plated half-holes along the board edge that create solder pads for surface-mount attachment of the PCB as a module onto a larger motherboard. The process starts with drilling full-diameter through-holes along the intended board edge line, electroplating them with copper (same process as standard PTH vias), then routing through the hole centerline during final board profiling to expose the half-circle (half-moon) plated wall. The resulting castellated edge allows the module to be placed on pads on a motherboard and reflow-soldered, creating a solder fillet on both the castellated wall and the motherboard pad. Castellation is commonly used for Wi-Fi, Bluetooth, LoRa, GPS/GNSS, and power management modules that are sold as standalone SMT-attachable components. Minimum castellation hole diameter is 0.6 mm; typical production diameters are 0.8-1.2 mm.
When should I use laser depaneling instead of CNC routing?
Laser depaneling is required or strongly recommended in four situations: (1) Flex PCBs and rigid-flex boards - laser avoids delamination of the polyimide-copper interface near the rigid-to-flex boundary that CNC routing stress can cause; (2) Ultra-thin boards (<0.8 mm) - mechanical routing causes chatter and board flexure that may warp thin laminates or crack solder joints; (3) Components within 0.1-0.2 mm of the board edge - CNC routing requires ≥0.3 mm clearance, laser allows ≥0.1 mm; (4) Assembled boards with ceramic chip capacitors (MLCCs), fine-pitch BGAs, or QFN packages close to the panel break line - laser's zero-stress singulation eliminates the micro-fracture risk that mechanical vibration creates in ceramics. Laser depaneling costs more per board (higher cycle time) than CNC routing, so it's typically reserved for designs where the mechanical methods cannot meet edge quality, stress, or component-clearance requirements.
What gold finger bevel angle should I specify — 20° or 30°?
The standard bevel angle for most card-edge connector applications is 20°. Use 30° when: the connector slot is particularly narrow and a more aggressive chamfer is needed to guide the card into the opening without the edge catching on the slot entry; the PCB is thicker than standard (>1.6 mm) and the 20° bevel doesn't sufficiently taper the edge; or the connector manufacturer's specification explicitly calls for 30°. For all PCIe, DDR, M.2, SODIMM, and PCI applications, 20° is the correct default. The bevel depth is typically set to remove 30-50% of the edge thickness - deeper bevels require more gold plating area to ensure full coverage on the bevel face after machining. Specify the bevel angle, depth percentage, and which board edge(s) require beveling in your fabrication notes.
What is the minimum internal cutout size in a PCB?
The minimum internal cutout width is 1.0 mm for CNC routing (limited by the smallest practical router bit diameter that maintains structural rigidity during cutting). Minimum internal corner radius is equal to the router bit radius - typically 0.5-0.8 mm for standard production tooling. For tighter internal corners (< 0.5 mm radius), sequential overlapping plunge cuts can approach the corner more closely, but this increases routing time and is limited to non-plated cutouts. Plated internal slots (slots with copper-plated walls for connector termination) have a minimum width of 0.6 mm and must be defined during layer imaging before routing - they cannot be plated after routing. For internal cutouts in Rogers PTFE or flex substrates, laser machining can achieve smaller minimum dimensions (0.3-0.5 mm slot width) than CNC routing.
How do fiducial marks affect panelization and depaneling?
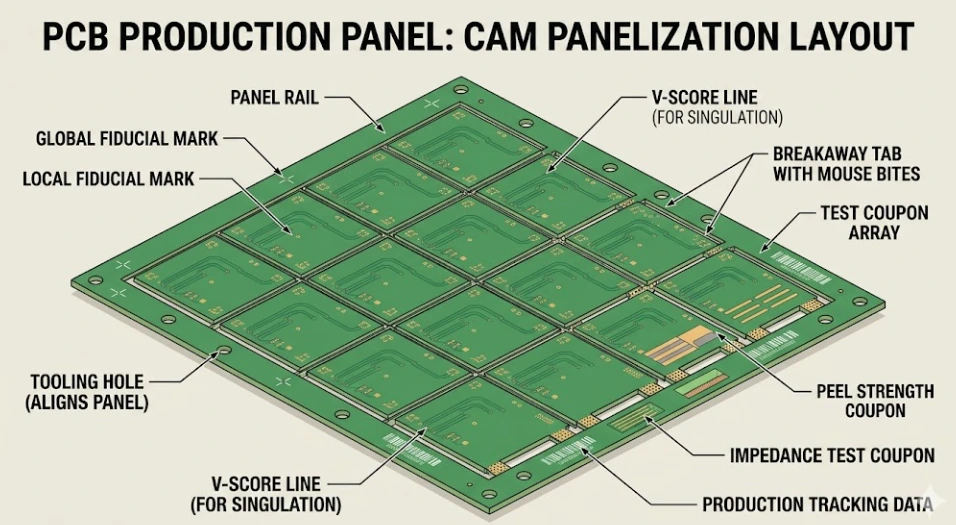
Fiducial marks are copper reference targets that automated assembly and depaneling equipment uses for optical alignment. For SMT assembly, global fiducials at the panel rail corners allow the pick-and-place machine to compensate for any panel position offset or rotation on the conveyor. Local fiducials at two corners of each individual board allow fine-correction for board-to-board position variation within the panel. For automated post-assembly CNC or laser depaneling, local fiducials are essential - without them, the depaneling router cannot correct for accumulated position variation between the bare-board routing coordinate system and the post-assembly panel position. Standard fiducial specification: 1.0 mm diameter soldermask-exposed copper circle, 3 mm copper-free annular keepout, minimum three per panel and two per board in diagonally opposite corners.
What is the maximum panel size you can process?
Our standard maximum production panel size is 18 × 24 inches (457 × 610 mm). This is the most common large-format PCB panel size and optimizes utilization across our routing, plating, imaging, and inspection equipment. Some smaller specialty panels are available for low-volume or prototype work: 12 × 18 inches (305 × 457 mm) for medium builds, and custom panel sizes down to minimum 50 × 50 mm for specific applications. If you have a design requiring panels larger than 18 × 24 inches - for example, backplane segments or large-format LED arrays - contact our engineering team to discuss options.