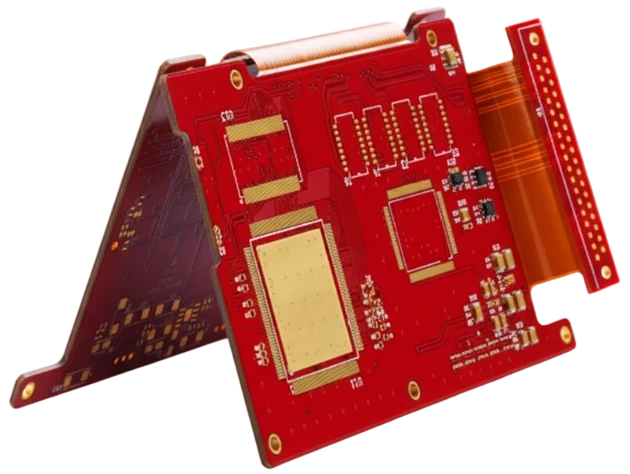
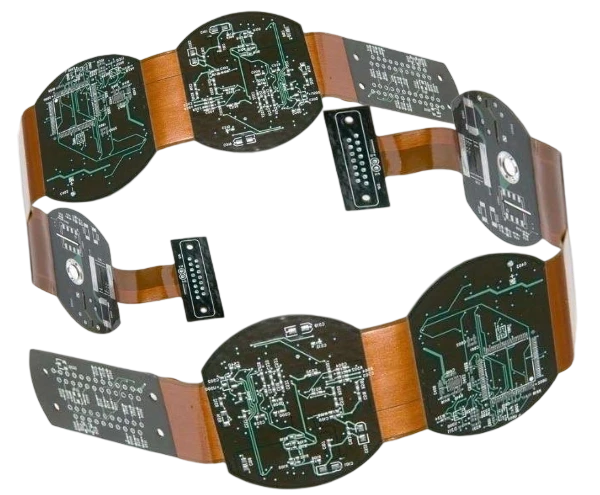
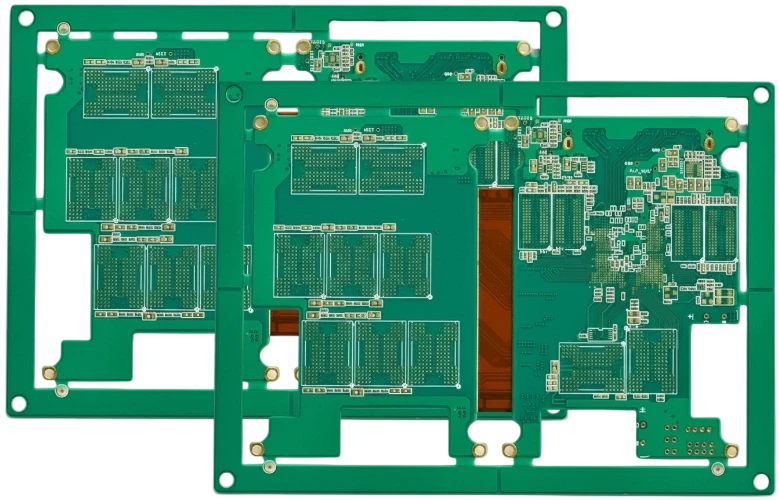
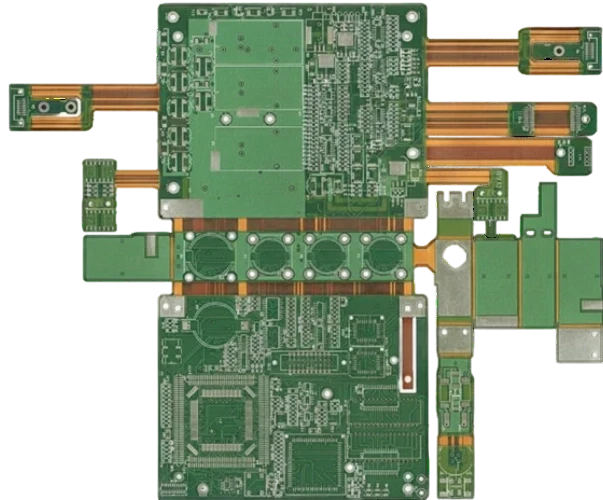
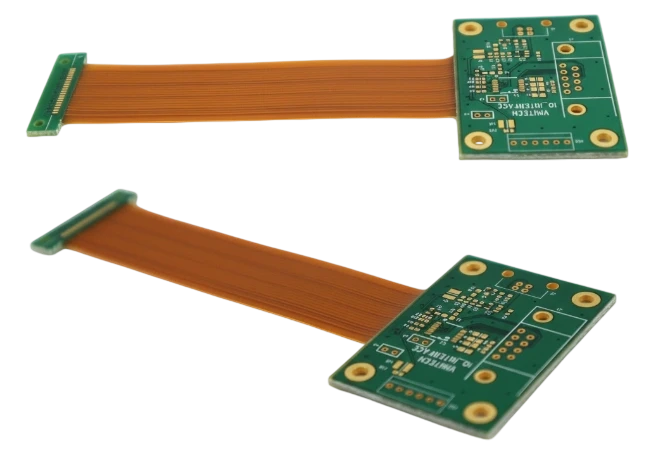
Starrflex-CAM & Lagenaufbau-Entwicklung
CAM-Teams führen Gerber-/Odb-Daten mit Biegespezifikationen zusammen, definieren Deckschichtmuster, Button-Plattierung und Impedanz-Coupons und stimmen Lagenaufbauten mit den Fertigungsmöglichkeiten ab.
- IPC-2223 Designbeschränkungen, Biegeradien und Sperrzonen überprüfen.
- Starr-/Flex-Lagenaufbauten mit verfügbaren Kupfergewichten und Dielektrikumdicken abstimmen.
- Deckschichtöffnungen, Teardrops und schraffierte Masseflächen für Impedanzstabilität definieren.
- Button-Plattierung, gestaffelte Microvias und Back-Drill-Positionen festlegen.
- Versteifungsumrisse, PSA-Fenster und Träger-Werkzeuglöcher planen.
- Impedanz-Coupons sowie dynamische Flex-Coupons pro Los dokumentieren.
- Fertigungsnotizen freigeben, die Back-/Laminationszyklen und Verpackung abdecken.