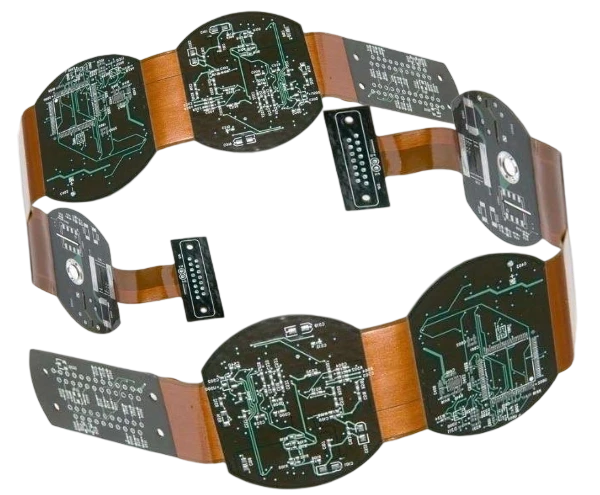
CAM Rigid-Flex e Ingegneria della Stratificazione
I team CAM uniscono i dati Gerber/Odb con le specifiche di piegatura, definiscono i modelli di coverlay, la placcatura dei bottoni e i coupon di impedenza, e allineano le stratificazioni con le capacità della fabbrica.
- Esaminare i vincoli di progettazione IPC-2223, i raggi di piegatura e le zone di esclusione.
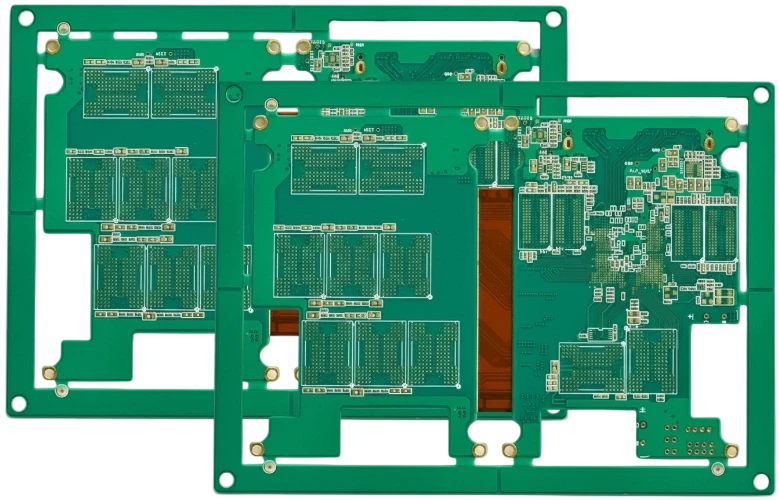
- Allineare le stratificazioni rigido/flessibile con i pesi di rame e gli spessori dielettrici disponibili.
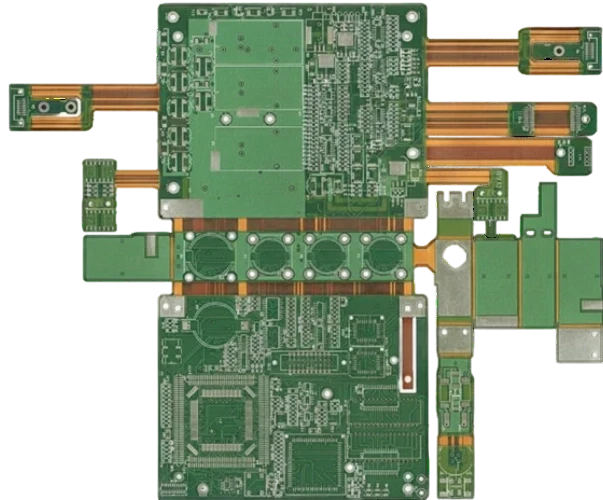
- Definire le aperture del coverlay, le lacrime e le masse reticolate per la stabilità dell'impedenza.
- Specificare la placcatura dei bottoni, i microvia sfalsati e le posizioni di back-drill.
- Pianificare i contorni degli irrigidimenti, le finestre PSA e i fori di attrezzaggio del supporto.
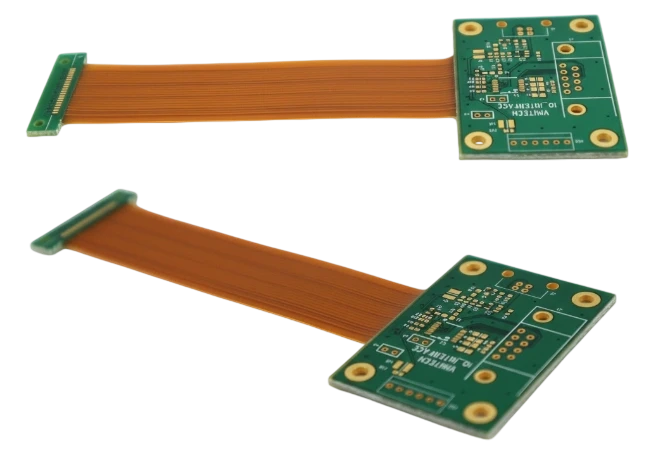
- Documentare i coupon di impedenza più i coupon flessibili dinamici per lotto.
- Rilasciare le note di fabbricazione che coprono i cicli di cottura/laminazione e l'imballaggio.